



Mrživanje se uglavnom koristi kao konačni proces obrade obrazaca, a njegov je zadatak osigurati da dijelovi proizvoda mogu zadovoljiti točnost i kvalitetu površine potrebne na crtežima. Grubost brušenja usko je povezana s preciznošću dijelova, a određena preciznost trebala bi imati odgovarajuću površinsku hrapavost. Općenito, za učinkovito kontrolu veličine, vrijednost grubosti ne bi trebala prelaziti jednu osmu dimenzionalne tolerancije. Učinak hrapavosti površine mljevenja na performanse dijela je: što je manja vrijednost hrapavosti površine, to je bolji dio bolji otpor habanja, otpornost na koroziju i otpornost na umor. Suprotno je suprotno.
Stoga se u procesu mljevenja pažnja mora obratiti za smanjenje hrapavosti površine. Među glavnim tehnološkim čimbenicima koji utječu na površinsku hrapavost postupka brušenja, veličina čestica kotača za mljevenje ima značajan utjecaj na njega. Što je sitnija veličina čestica kotača za mljevenje, to su abrazivnije čestice uključene u mljevenje u isto vrijeme, to je niža hrapavost površine mljevenja.
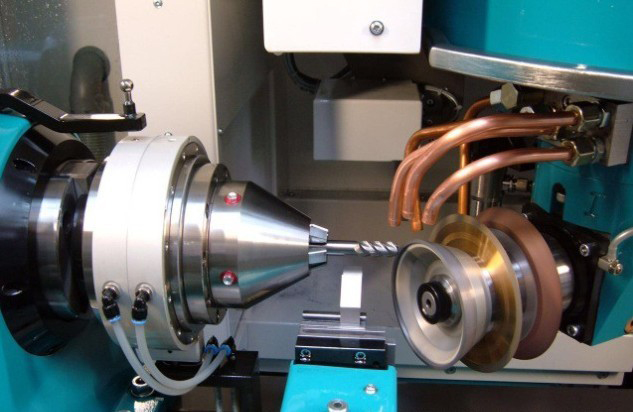
Tvoriti mljevenje
Postoje dva problema u mljevenju forma: jedan je kvaliteta kotača za mljevenje, uglavnom zato što kotač za mljevenje mora istovremeno imati dobro samo-sranje i zadržavanje oblika, a njih dvoje su često kontradiktorni. Drugi je mljevenje tehnologije preljeva na kotačima, odnosno dobivanje potrebnog profila kotača i oštrine učinkovito i ekonomski.
Ukratko, u mljevenju različitih materijala i uvjeta procesa, razuman izbor kotača za mljevenje može smanjiti preciznost površine mljevenja, poboljšati kvalitetu površine mljevenja, udvostručiti učinkovitost brušenja i postići jeftinu obradu. Učinak kotača za mljevenje je dug, frekvencija preljeva je niska, brzina uklanjanja metala je visoka, sila mljevenja je mala, a učinak hlađenja je dobar.
Vrijeme posta: svibanj-04-2023